 en
en  cn
cn  jp
jp  ko
ko  de
de  es
es  it
it  ru
ru  pt
pt  th
th  vi
vi  pl
pl 
为什么采用感应加热法加热工件时,需要考虑感应加热机的输出频率?
工件尺寸、应用与频率之间的关系是什么?
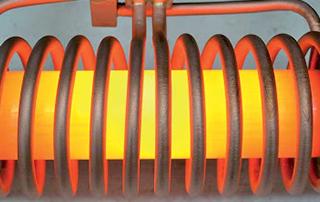
感应加热电源是一种通过感应加热工件的工业应用。通过输出线圈的电流频率越高,在加热体表面产生的感应电流的穿透深度越小。皮肤效应更明显。根据感应电流穿透深度的计算和实际应用,我们给出以下参考频率选择:
硬化深度0.8-1.2mm,加热机频率应在200-400KHZ范围内
硬化深度1-2mm,加热机频率应在60-200KHZ
硬化深度2-4mm范围内,加热机频率应在15-30KHZ
范围内,作为专业人员之一;感应淬火机制造商在中国,JKZ强烈建议您根据工件的需要选择频率范围;
工件直径20-30mm,感应加热器频率应在15-30KHZ范围内
工件直径30-50mm,感应加热器频率应在6-15KHZ范围内
工件直径50-80mm,感应加热器频率应在2-5KHZ
工件直径80mm以上的范围内,感应加热器频率应在2KHZ
范围内,根据金属材料和熔炼能力;感应熔炼机频率应根据钎焊材料、焊接深度、工件厚度选择3-30KHZ
,感应钎焊频率范围应为15-300KHZ



 打电话给我们:
打电话给我们:  给我们发电子邮件:
给我们发电子邮件:  NO. 688th South Baoguang Road, Xindu District, Chengdu City, Sichuan Province, China
NO. 688th South Baoguang Road, Xindu District, Chengdu City, Sichuan Province, China 


























