 en
en  cn
cn  jp
jp  ko
ko  de
de  es
es  it
it  ru
ru  pt
pt  th
th  vi
vi  pl
pl 
为什么选择感应加热而不是对流、辐射、明火或其他加热方法?以下是主要优势的简短总结。
优化一致性
感应加热消除了与明火、火炬加热和其他方法相关的不一致性和质量问题。一旦系统正确校准和设置,就不会出现猜测或更改;加热模式可重复且一致。
最大限度地提高生产率
因为导入工作非常快,它可以最大限度地提高生产率;热量在零件内部直接瞬时产生(>;2000ºF,<;1秒)。启动几乎是瞬间的;无需预热或冷却循环。
通过感应提高产品质量
,被加热部分永远不会与火焰或其他加热元件直接接触;零件内部通过交流电产生热量。
延长固定装置;life
感应加热可以快速将热量从特定位置转移到零件的一小部分,而无需加热任何周围零件。这延长了夹具和机械设备的使用寿命。
环保
感应加热系统不燃烧传统化石燃料;感应是一种清洁、无污染的过程,有助于保护环境。
降低能源消耗
这种独特的节能工艺可以将高达90%的能源消耗转化为有用的热量;感应炉通常只有45%的能效。感应过程的重复性和一致性使其与节能自动化系统高度兼容。
;
;
;
I 传导加热;大致有两种发电方式:
第一种方式;被称为涡流加热,它是由工件材料的电阻率引起的 I ²R损耗引起的,这是主要的能量来源。第二种方法称为滞后加热,在励磁材料(如居里点以下的钢或铁氧体材料)的加热过程中,感应线圈产生的交变磁场在工件上产生能量,但这部分热量;不重要;对于大多数加热过程。
当材料的磁导率降低至1时,以及;滞后加热减小,当工件温度达到居里点时,滞后加热消失。涡流加热构成剩余的感应加热效应。
当电流方向(AC)改变时,产生的磁场将失效,因为电流方向相反,将产生相反的方向。当第二根导线处于交变磁场中时,第二根导线产生交变电流。
通过第二根导线传输的电流和通过第一根导线传输的电流彼此成比例,并且与它们之间距离平方的倒数成比例。
当此型号中的导线更换为线圈时,线圈上的交流电将产生电磁场。当要加热的工件在磁场中时,工件与第二根导线匹配,并在其中产生交流工件。工件材料电阻率的 I ²R损失将导致工件中产生热量,并与工件材料的电阻率相同。这称为涡流加热。
;
感应加热系统的效率取决于几个因素:零件本身的特性、感应电机的设计、电源的容量和所需的温度变化量。
金属或塑料
首先,感应加热只能直接使用导电材料,通常是金属;和石墨材料。塑料和其他非导电材料通常可以通过首先加热传导热量到非导电材料的导电金属接收器来间接加热。
磁性或非磁性;
更容易加热磁性材料。除了涡流产生的热量外,磁性材料还通过所谓的磁滞效应产生热量。温度高于;居里夫人;点(磁性材料失去磁性的温度),这种效应不再发生。到达之前;居里点,磁性;这种材料可以更有效地收集磁力线,从而产生更大的涡流。磁性材料的相对电阻具有100到500的“磁导率”等级;非磁性材料的磁导率为1,而磁性材料的磁导率可高达500。
厚或薄
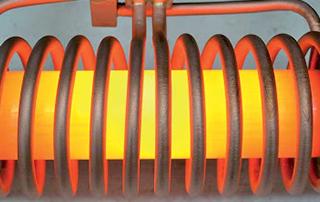
当使用导电材料时,在集肤效应的影响下,大约85%的加热效应发生在表面或;“皮肤”;该部分的内容;加热强度随着离表面距离的增加而减小。因此,小的或薄的零件通常比大的厚的零件加热得更快,尤其是如果大的零件需要一直加热的话。
电阻率;
如果用完全相同的感应过程加热两块尺寸相同的钢和铜,结果将大不相同。为什么?钢与碳、锡和钨一起具有高电阻率。因为这些金属对电流有很强的抵抗力,所以热量积累得很快。低电阻金属,如铜、黄铜和铝,需要更长的时间加热。电阻率随温度升高而增加,因此非常热的钢板比冷的钢板更容易感应加热。
他们始终遵循这样一条规则:当电阻率较高时,在相同的电流条件下,材料产生的热量在以下位置更大:;计算;基于; I ²R.
感应加热所需的变化磁场由电感器中的交流电产生。因此,电感设计是整个系统最重要的方面之一。设计良好的电感器可以为您的零件提供合适的加热模式,并最大限度地提高感应加热电源的效率,同时还可以方便地插入和拆卸零件。
很容易计算加热特定部件所需的感应电源的大小。首先,必须确定需要向工件传输多少能量。这取决于被加热材料的质量、材料的比热和所需的温升。还应考虑传导、对流和辐射造成的热损失。
最后,特定应用的感应加热效率取决于所需的温度变化量,它可以适应大范围的温度变化;根据经验,使用更大的感应加热功率来增加温度变化的程度。



 打电话给我们:
打电话给我们:  给我们发电子邮件:
给我们发电子邮件:  NO. 688th South Baoguang Road, Xindu District, Chengdu City, Sichuan Province, China
NO. 688th South Baoguang Road, Xindu District, Chengdu City, Sichuan Province, China 


























